

ISSN: 0973-7510
E-ISSN: 2581-690X
Synthetic dyes are hazardous to the environment and humans due to their toxic and recalcitrant nature. Hence, the present study attempts to produce eco-friendly dye from the sago industrial waste using S. marcescens SS1. The dye produced by the bacterial bioconversion of sago was characterized by GC-MS and obtained 13.423 acquisition time, which is similar to the standard prodigiosin. The effects of the dyeing parameters were optimized for Jute fabric using tannic acid as a pre mordant, the maximum uptake of dye was observed at 80 °C, pH 7, 60 mins with the K/S of 6.6. The minimum K/S value of 3.9 was observed at 65 °C, pH 3 in 45 min. Better colour fastness was observed in prodigiosin with mordant compared to without mordant. The antimicrobial activity of dyed fabric was tested against a few pathogenic bacteria and it showed maximum activity against P. aeruginosa. The dye extracted from S. marcescens SS1 prodigiosin was found to be an effective dyeing agent and also pose antimicrobial properties.
Serratia marcescens SS1, Jute fabric, Prodigiosin, Colour fastness, Antimicrobial activity
In ancient times people used only natural dyes for many purposes such as to colour wool, cotton, and silk fibres. The natural dye was also used to dye leather, fur, and cosmetic items ink, colouring agents, and paints. The natural dye consumption was reduced after the introduction of synthetic dye by Perkin in 1856.1,2 Synthetic dyes are stable to light and heat but can cause environmental pollution.3 Synthetic dyes discharged from the industries are known to cause a very detrimental to the environment and other living creatures. So nowadays people are looking again for natural dye because natural dyes had environmental compatibility, comparatively less toxicity and zero allergic reaction. Natural dyes are produced by numerous ways such as bacteria, fungi, insects, and plants.4
Dyeing of jute fabric has become important since jute is utilized in all types of fabric ranging from attractive value-added textiles to packaging materials. Additionally, since jute fabric is eco-friendly and biodegradable in nature, the demand for jute fabric is increasing globally on a daily basis.5,6 While it has many benefits, some drawbacks are also present in jute fabric due to its poor fastness property after dyeing. So, there are several approaches that have been conducted to explain the fundamentals of jute natural coloring along with increasing their fastness,7,8 especially the washing and fastness, with numerous metal mordants using as a trial study, a small work has been done with the combination of bio-mordant and chemical mordants. The various metal salts are pre-mordanted onto the jute cloth prior to the dyeing process to increase the colour output and fastness characteristics.9 Repetitive treatment with dual mordants, a bio mordant and an eco-friendly synthetic mordant, resulted in an additional improvement in fastness characteristics. The repetitive mordanting resulted in a significant increase in color yield. The increased colour intensity and fastness characteristics are important for optimizing natural colouring and producing as little effluent as possible. The purpose of the present research is to improve the uptake of the dye in jute fabric by using pre mordant method. For this reason, natural mordant tannic acid was used with prodigiosin, the colour fastness and antimicrobial activity would bring additional properties to the dyeing agent used.
Bacterial cultures
Serratia marcescens SS1 strain received from the Department of Microbiology, Periyar University, Salem, India was used in this study. The bacterial strains have been previously reported and deposited in GenBank (Accession No. MK342495). Staphylococcus aureus, Escherichia coli, Pseudomonas aeruginosa, Enterococcus faecalis and Klebsiella pneumoniae used in the antibacterial test were received from the Department of Microbiology, Periyar University, Salem, India.
Textile material
The jute fabric bought from the textile market Tirupur, Tamil Nadu, India scoured and bleached before it was used for dyeing studies (weight 110.9 g/m2; warp density 135 with thickness 0.28 mm).
Microbial production of prodigiosin
The bacterial culture was inoculated in a medium containing Peptone (5g/L), NaCl (5g/L), beef extract (1.5g/L) and yeast extract (1.5g/L) was incubated at 25 °C for 24 hours. Bacterial inoculum (1ml) cultured for 24 hours was inoculated into a fermentation broth containing NH4Cl, K2HPO4, KH2PO4, MgSO4, FeSO4, CoCl2, MnCl2, CaCl2, NH4Mo7O24, and 1.5 percentage of sago waste as carbon source. The seeded broth was incubated at 25 °C for 72h. Prodigiosin produced in the fermentation broth was extracted by centrifuging at 10000 rpm, for 10 mins at 4 °C. The supernatant of the fermented broth was removed and the pellet was dissolved with acidified methanol (v/v).10 After that, the sample was centrifuged and the supernatant was dried and stored for the further dyeing process.
Gas chromatography and mass spectrometry analysis
Gas chromatography analysis was performed using a Mass Spectrometer: 7000 Triple Quad (Agilent, US), equipped with a Column DB17 MS (30mm0.32mm ID 0.25m, composed of 95% methyl polysiloxane and 5% phenyl), helium with a flow rate of 1.8 ml/min at 250 °C. At 70 eV, electron impact mode is used. The oven temperature was set to rise from 50 °C (isothermal for 1.0 minute), at a rate of 30 °C /min to 210 °C (isothermal for 1.0 minute and with an increase of 7 °C /min to 310 °C isothermal for 3.0 minute. Detected peaks were compared with standard prodigiosin (Enzo life science, USA). The (0.25mg) standard prodigiosin was dissolved in 1mL methanol and serially diluted for quantification.
Mordanting Procedure
Mordant baths were prepared by using 10 percent tannic acid to render a fabric using a pre-mordant process. Mordanting of jute fabric began at room temperature by maintaining the ratio of substance to liquid ratio at 1:20. After the mordant baths were completed, the fabric sample was removed and dyed.
Dyeing jute fabric with prodigiosin
The dyeing process was done by using a rota dyer machine (Rossari lab tech, Mumbai). The dyeability of jute fabric by the prodigiosin extract, dyeing was carried out with and without mordanting processes. After removing the jute fabric sample from the dyeing machine, it was cold washed and soaped with 1 g/L non-ionic soap. The dyed cloth was dried at 85 °C for 20 minutes before being rinsed with cold water.
Characterization of colour characteristic
The dyed fabric and color intensity were calibrated using DC International’s Spectra flash ® SF 300. The calibrated value is referred to as the K/S value. The values for dyed cloths are also measured in aspects of the CIELAB colour space (L, a, b, c*, and h*), where a denotes colour red-green, b denotes colour yellow-blue, L denotes luminosity from light to dark, c* denotes saturation, and h* denotes metric hue angle, using the Gretag Macbeth 7000 eye system (USA).
Colour fastness test
The standard method was used to test the fastness properties of dyed jute fabric. The Rubbing ISO-105-X12, washing ISO 105-C10 and perspiration fastness ISO AATCC 105- E04 were to be tested.
Response surface methodology (RSM)
The experimental design, statistical evaluation, drawing of response surface plots, and optimization of the variable factors of the dyeing factors were done by Design Expert 7.0 software, using Response Surface Technique (RSM) and Box-Behnken design.11 The design of experiments consisted of 17 runs for three variables and three levels (–1, 0, and +1), with A, B, and C referring to temperature, pH, and time, respectively (Table 1). The data attained from experiments were analysed by a polynomial quadratic model.
Table (1):
Response surface methodology factors and their levels.
Factor |
Description |
Level 1 (-1) |
Level 2 (0) |
Level 3 (+1) |
|---|---|---|---|---|
A |
Temperature (°C) |
65 |
80 |
95 |
B |
pH |
3 |
5 |
7 |
C |
Time (mins) |
30 |
45 |
60 |
Antibacterial activity of prodigiosin
The bacterial inoculums such as Staphylococcus aureus, Escherichia coli, Pseudomonas aeruginosa, Enterococcus faecalis and Klebsiella pneumoniae were used to validate the antibacterial properties of the dyed fabric. Overnight cultures were spread over Muller Hinton agar plates using sterile swabs. After dyeing, the dyed sample was cut into small parts and placed into the agar plates before the washing procedure. For 24 hours, the setups described above were incubated at 37 °C. The zone of inhibition was detected on the agar plates, indicating the prodigiosin dye’s inhibitory action.
Production and preparation of dye
The prodigiosin was produced from S. marcescens SS1 by using sago waste as substrate. Prodigiosin is a secondary metabolite, mostly it is produced as an intracellular pigment which was extracted by using an acidified methanol. The role of acidified methanol is to break the bacterial membrane and destroy the cell wall by which the prodigiosin can be extracted out (Fig. 1). The acidified methanol fraction containing prodigiosin is vaccumized and powdered. Similarly, there are few attempts were made to produce prodigiosin from low-cost waste materials like cassava liquid waste, corn steep and demineralized crab shell powder.12,13

Fig. 1. Extraction process of prodigiosin dye from Serratia marcescens SS1 using acidified methanol
Characterization and quantification of the extracted dye
After extraction, the prodigiosin was characterized and quantified based on the peak area of total ion count (TIC). Fig. 2A shows the TIC and acquisition time (13.425) of the standard prodigiosin, Fig. 2B shows the TIC of dye extracted from S. marcescens SS1, and the m/z ratio characteristic for each ion was analysed in GC–MS. The peak (13.423) obtained for the test sample was similar to the standard prodigiosin. The relative mass spectra analysis confirms the presence of prodigiosin molecules. S. marcescens SS1 produced 44.6 mg/L of prodigiosin by using sago waste as substrate.

Fig. 2. GC-MS analysis of standard prodigiosin (A) and prodigiosin dye extracted from Serratia marcescens SS1(B)
Effect of mordant on dyeing of jute fabric
Prodigiosin was used for the dyeing of jute fabric and colour strength was measured by CIELab colour coordinates. The K/S values obtained for dyeing jute cloth with and without mordant are listed in Table 2. The results indicate that jute cloth pre-mordanted with tannic acid and prodigiosin had the maximum dye absorption value of 5.57 K/S, compared to 4.37 K/S for unmordanted fabrics. The result obtained with tannic acid pre mordant improves dyeing quality and high colour yield.14
Table (2):
Effect of mordant in dyeing of jute fabric.
Dyeing |
Apparent Colour |
K/S Value |
L |
a |
b |
C |
h |
|---|---|---|---|---|---|---|---|
Tannic acid (10%, % Shade) |
4.04 |
77.52 |
1.77 |
16.26 |
16.35 |
83.77 |
|
Prodigiosin Without Mordant |
 |
4.37 |
67.82 |
15.56 |
7.74 |
13.38 |
26.45 |
Prodigiosin With Mordant |
5.57 |
59.66 |
10.28 |
8.09 |
13.08 |
38.19 |
Box-Behnken experimental design and analysis of variance
For a better dyeing process, the response surface methodology was used to optimize different factors like dyeing time, temperature and pH. The experimental response was calculated as K/S value. In order to optimize dyeing, seventeen experiments were designed using the Box Behnken Design, and their values were displayed in Table 3. At experiment 12, a maximum K/S value of 6.6 was recorded, whereas, at experiment 15, a minimum K/S value of 3.9 was noted.
Table (3):
Response surface methodology calculated factors, their levels and comparison of experimental and predicted response (K/S value) in BB design.
| Run | Temperature °C |
pH | Time (mins) |
K/S value |
|---|---|---|---|---|
| 1 | 80 | 5 | 45 | 5.6 |
| 2 | 80 | 3 | 60 | 5.8 |
| 3 | 80 | 5 | 45 | 5.5 |
| 4 | 65 | 5 | 30 | 4.1 |
| 5 | 95 | 5 | 60 | 6.2 |
| 6 | 65 | 5 | 60 | 5.7 |
| 7 | 65 | 7 | 45 | 5.6 |
| 8 | 80 | 5 | 45 | 5.7 |
| 9 | 80 | 7 | 30 | 5.4 |
| 10 | 80 | 3 | 30 | 4.2 |
| 11 | 95 | 5 | 30 | 5.2 |
| 12 | 80 | 7 | 60 | 6.6 |
| 13 | 80 | 5 | 45 | 5.5 |
| 14 | 95 | 7 | 45 | 6.1 |
| 15 | 65 | 3 | 45 | 3.9 |
| 16 | 80 | 5 | 45 | 5.6 |
| 17 | 95 | 3 | 45 | 5.1 |
Lignin and hemicelluloses content of jute fibre exhibit COOH positively contribute enhance colouring.14 Lower temperatures result in a larger adsorption rate, and vice versa, according to a dyeing optimization study. The bonds between adsorbate dye molecules and the adsorbent binding site decrease while increasing the temperature. This could be why the adsorption phenomena works better at lower temperatures. The maximum dye absorption was obtained with reactive orange 14 is 80 °C. This is most likely due to Reactive Orange 14 dye molecular structure and molecular weight.15 A dyeing temperature of 80°C was the best dyeing condition. studied the dyeing of bleached jute fabric for both Lemon Yellow and Red CN dyes.16
The pH has a significant impact on the ionization and the qualities of the jute fabric. As a result, the adsorption process was altered, and the responsiveness to pH variations was varied as well. It was discovered that while increasing pH, the Q max (maximum sorption capacity) also increase as well.17 The reason for this is that the rate of adsorption increases as the pH of the dye solution increases. This is due to the eventual deprotonation of the adsorbent functional groups, which increases the attraction by charge transport between dye cations and negatively charged sites on the jute fabric. And at lower pH values, the functional groups on the jute fabric undergo protonation, causing the jute fabric to become positively charged, resulting in a decrease in adsorption between dye and ion due to electrostatic repulse.18 The dye solution is extracted and used to dye bleached jute fabric in three distinct media: alkaline, acidic, and neutral. The natural dyes Annatto, Ratanjot, Babool, and Manjistha were next tested for dye adsorption. Babool and Manjistha offer the finest results in terms of neutral conditions. Babool has the highest K/S value when compared to the other four dyes.19
For Basic Violet 14, dyeing time is favourable, where K/S value attains maximum with a further rise after 60 min of dyeing time.15
The findings of this study are comparable to those of previous studies that used Prodigiosin and other plant extracts to fabric.20 achieved optimal silk dyeing with prodigiosin isolated from Zooshikella rubidus at 60 °C for 60 minutes at pH 4.0 in their investigation.21 Found that dyeing with prodigiosin suspension derived from S. marcescens on cellulosic cloth worked best when done at 90 °C for 90 minutes. Prodigiosin suspension was also tested in polyester and acrylic fabrics. According to,21,22 the finest dyeing outcomes were achieved at 110 °C for 30 minutes at 7.4 and 100 °C for 30 minutes at 7.4. Mango plant source was employed as a substrate for dyeing cotton fabric in23 research.
The result obtained from the response surface methodology experiments were evaluated for the absorption of the dye. An experimental relationship between the response (K/S value) and independent variables was stated by the following model:
K/S value = + 5.58 + 0.4125 * A + 0.5875 * B + 0.675 * C – 0.175 * AB – 0.15 * AC -0.1 * BC – 0.3025 * A2 – 0.1025 * B2 + 0.0225 * C2
Where A, B, and C are the operational variables’ coded values for temperature, pH, and time, respectively.
Table (4):
ANOVA for Response Surface Quadratic Model.
Source |
Sum of Squares |
df |
Mean Square |
F Value |
p-value Prob > F |
|
|---|---|---|---|---|---|---|
Model |
8.465 |
9 |
0.941 |
68.94 |
significant |
|
A-Temperature |
1.361 |
1 |
1.361 |
99.78 |
||
B-pH |
2.761 |
1 |
2.761 |
202.4 |
||
C-Time |
3.645 |
1 |
3.645 |
267.17 |
||
AB |
0.123 |
1 |
0.123 |
8.98 |
0.0200 |
|
AC |
0.09 |
1 |
0.09 |
6.6 |
0.0370 |
|
BC |
0.04 |
1 |
0.04 |
2.93 |
0.1305 |
|
A2 |
0.385 |
1 |
0.385 |
28.24 |
0.0011 |
|
B2 |
0.044 |
1 |
0.044 |
3.24 |
0.1147 |
|
C2 |
0.002 |
1 |
0.002 |
0.16 |
0.7044 |
|
Residual |
0.096 |
7 |
0.014 |
|||
Lack of Fit |
0.068 |
3 |
0.023 |
3.21 |
0.1444 |
not significant |
Pure Error |
0.028 |
4 |
0.007 |
|||
Cor Total |
8.56 |
16 |
||||
Std. Dev. |
0.1168 |
|||||
Mean |
5.4 |
|||||
R-Squared |
0.9888 |
|||||
Adj R-Squared |
0.9745 |
|||||
Pred R-Squared |
0.8687 |
Table 4 illustrates the model of a second-order polynomial equation using analysis of variance (ANOVA). The F-test ANOVA is used to determine the model equation’s statistical significance. The significance of each coefficient was determined using F- and P-values. The F-value (68.94) with P < 0.0001 indicates that the regression model is significant, and there is only a 0.03 percent chance that such a large F-value occurs due to noise. The regression analysis of the ANOVA model determined that the R2 value was 0.9888 and that the adj. 0.9745 as the R2 value. This indicates that the model adequately accounts for 98.88 percent of the variation observed in the experimental data.
Table 4 demonstrates that all three variables are statistically significant, with dyeing time having the highest F-value (267.17), pH having the second highest F-value (202.4), and temperature having the lowest F-value (99.78). From this result, dyeing time and pH has more influence on the dyeing process. The interaction impact of dyeing temperature and pH has a p-value of 0.02 and the interaction effect of dyeing temperature and time has a p-value of 0.0371, indicating that the interaction is statistically significant. The interaction between dyeing time and pH has a p-value of 0.13, so it is statistically insignificant.
Optimization and validation of dyeing condition in jute fabric by a statistical approach
The contour plots for the interactions of AB, AC, and BC are given in Fig. 3, and the contour plots have been extended to provide more information on the interaction effects of the factors on the response. In the result maximum The plot’s red area denotes the highest K/S value, while the blue region denotes the lowest K/S value. Fig. 3A illustrates the combined impact of pH and temperature, demonstrating that raising the K/S value from pH 5 to 7 and concurrently increasing the maximum K/S value from 80 to 95 °C were observed. The combined impact of time and temperature is shown in Fig. 3B, with the figure indicating that the K/S value red after 50 minutes at 80°C. Fig. 3C illustrates the combined impact of pH and time, indicating that a neutral pH of 7.0 and a time interval of 60 minutes have an influence on the K/S value.
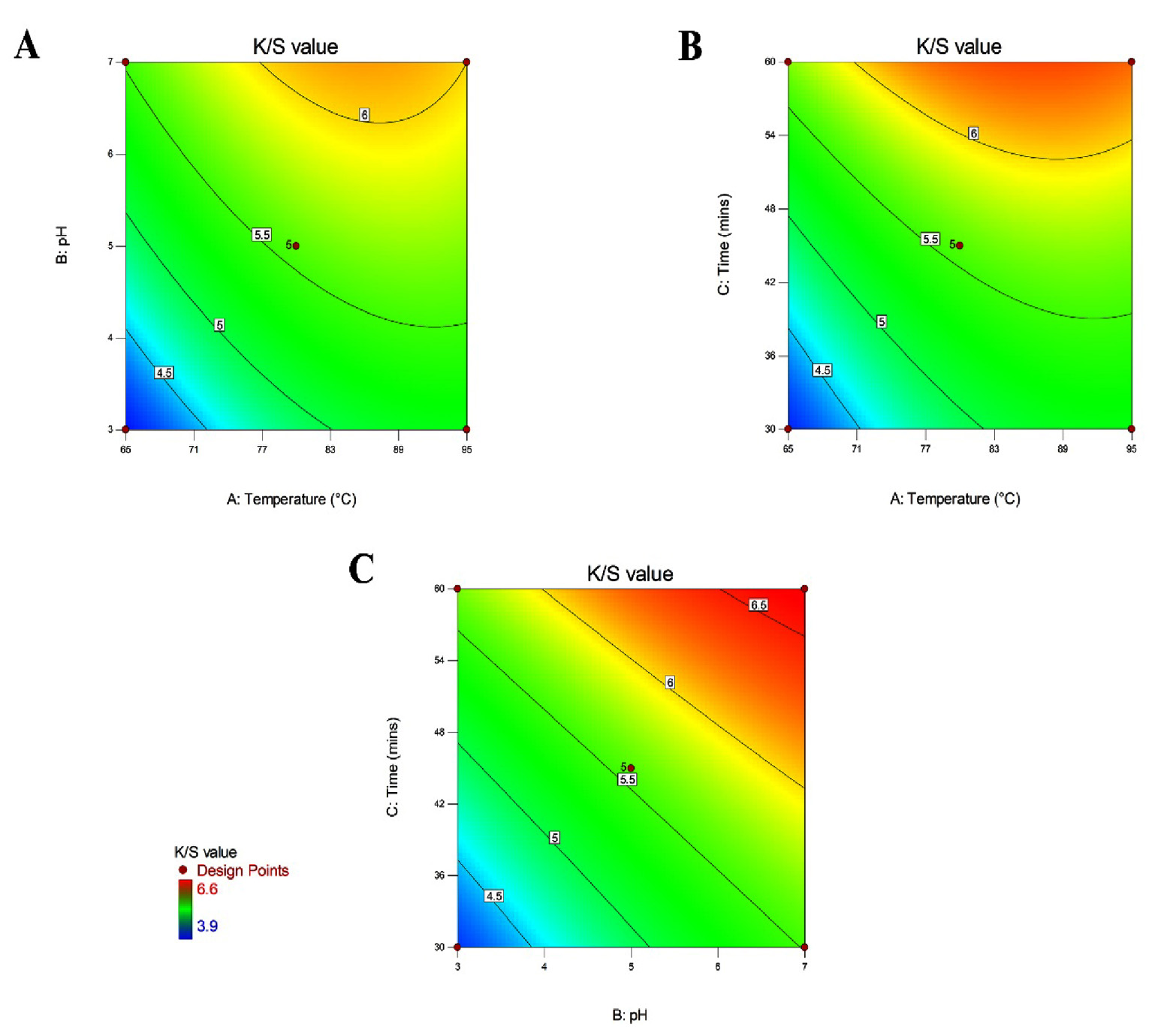
Fig. 3. Contour plot of dyeing efficiency (K/S value) showing an interaction between temperature, pH and time
Multiple response optimization was used to optimize dyeing conditions in jute cloth, with combinations of all three factors examined in this study, and desirability can be evaluated by changing the values of input parameters. Validation was performed on the experiment with the maximum desirability of the optimized sample. The predicted and experimental results obtained using the maximum desirability are shown in Table 5. As expected, the predicted and experimental values for the responses of the optimized parameters with the maximum desirability are almost identical. As a result, it may be stated that the relevant empirical model equations for jute cloth dyeing are valid.
Table (5):
BBD model verification of prodigiosin dyeing parameter for jute fabric.
Parameters |
Predicted value |
Experimental value |
|---|---|---|
Temperature °C |
88.2 |
88.2 |
pH |
6.4 |
6.4 |
Time |
68.2 |
68.2 |
K/S value |
6.49 |
6.52 |
Colour fastness test of dyed jute fabric
The colour fastness test with mordant and without mordant was shown in Table 6. In dry fastness both with mordant and without mordant gives (4-5) good results. But in wet fastness with mordant gives 4-5 value and without mordant gives 4, it is less compared to with mordant. In washing, fastness was the value was low 2 & 1 in both mordant without mordant and it indicates considerably change was found. In Perspiration fastness, change in colour was checked in both alkaline and acidic conditions. In with mordant 4-5 value was obtained but value 4 obtained without mordant. This result indicates tannic acid is natural mordant and prodigiosin gave good rubbing fastness and perspiration fastness. However, the washing fastness on jute fabric with prodigiosin has still need to be improved.
Table (6):
Colour Fastness for dyed Jute fabric.
Parameters |
Prodigiosin without mordant |
Prodigiosin with mordant |
|---|---|---|
Dry Rubbing fastness |
4-5 |
4-5 |
Wet Rubbing fastness |
4 |
4-5 |
Washing fastness Change in colour |
1 |
2 |
Acidic Perspiration fastness Change in colour |
4 |
4-5 |
Alkaline Perspiration fastness Change in colour |
4 |
4-5 |
Antibacterial activity of prodigiosin
Prodigiosin has good antimicrobial properties against various bacteria.24-26 To ascertain the colored jute fabric’s antibacterial properties, five bacterial strains mentioned above were used and the results were shown in the Fig. 4. Among these, The maximum zone of inhibition was observed with P.aeroginosa when it was prodigiosin. A similar research was conducted against E. coli and S. aureus, with an estimated bacteriostatic rate of 51.43% and 94.12% against E. coli and S. aureus, respectively.27
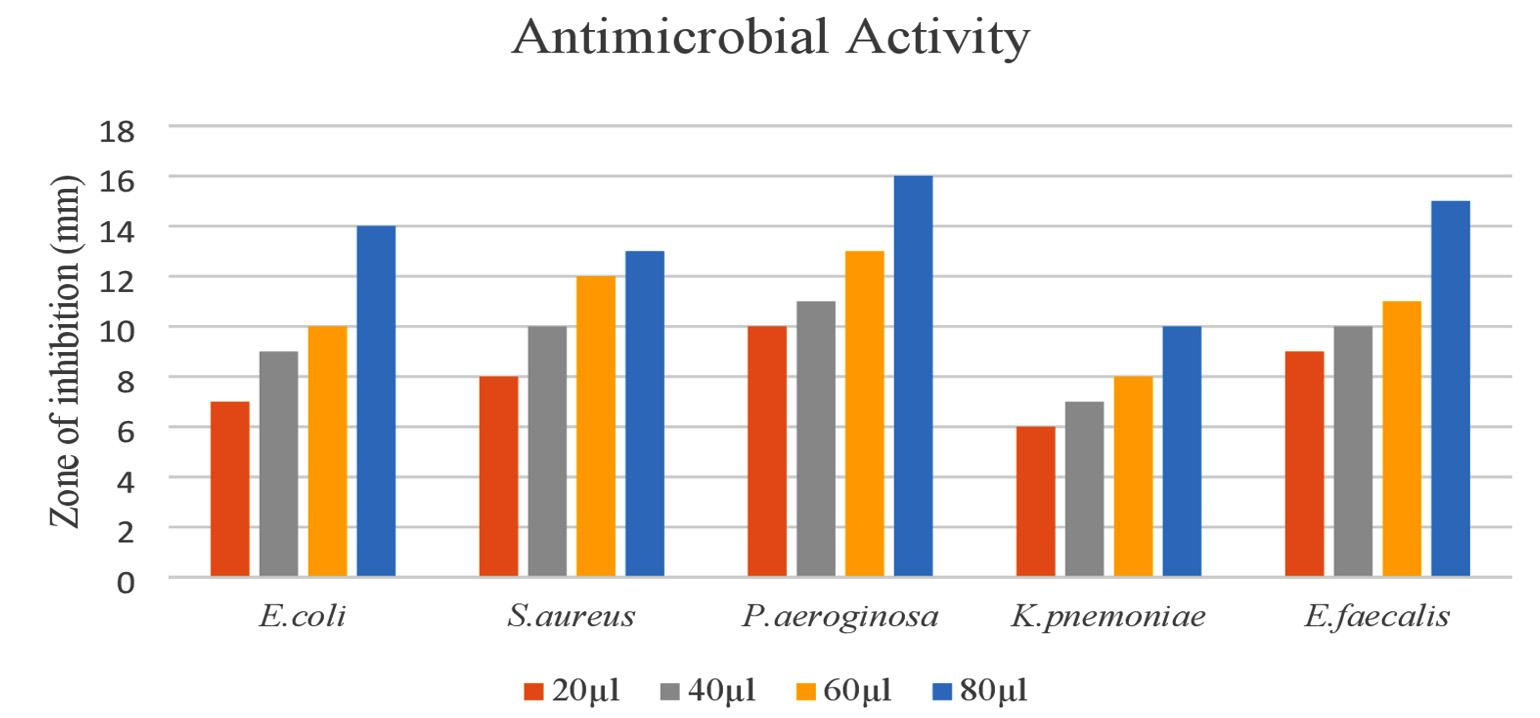
Fig. 4. Antibacterial activity of prodigiosin dye extracted from S. marcescens SS1 against E. coli, S.aureus, P.aeruginosa, K.pneumoniae, E.faecalis
The present study shows that dyeing of jute with prodigiosin and tannic acid can appreciably enhance the uptake of dye by the jute fibre. According to Box Behnken Design temperature 80 °C, pH 7.0, and 60 minutes gave better dye intake with the K/S value of 6.6. The colour fastness tests of dyed fabrics against rubbing and perspiration test have an acceptable range of good to excellent, However, the washing fastness gives a poor result. The dyed jute fabric has good antimicrobial activity against pathogenic organisms. Hence these results suggest, that the sago waste can be used for the production of prodigiosin. The dye produced from S. marcescens SS1, found to be suitable dyeing.
ACKNOWLEDGMENTS
The authors acknowledge DST -FIST [SR/FST/LSI -640/2015(c) Dt.30/05/2016] for the instrumental support. The authors would like to thank Periyar University, Salem for Periyar University Research Fellowship.
CONFLICT OF INTEREST
The authors declare that there is no conflict of interest.
AUTHORS’ CONTRIBUTION
All authors listed have made a substantial, direct and intellectual contribution to the work, and approved it for publication.
FUNDING
None.
ETHICS STATEMENT
This article does not contain any studies with human participants or animals performed by any of the authors.
AVAILABILITY OF DATA
All datasets generated or analyzed during this study are included in the manuscript
- Lee DK, Cho DH, Lee JH, Shin HY. Fabrication of nontoxic natural dye from sappan wood. Korean Journal of Chemical Engineering. 2008;25(2):354-358.
Crossref - Mirjalili M, Nazarpoor K, Karimi L. Eco-friendly dyeing of wool using natural dye from weld as co-partner with synthetic dye. Journal of Cleaner Production. 2011;19(9-10):1045-1051.
Crossref - Ngulube T, Gumbo JR, Masindi V, Maity A. An update on synthetic dyes adsorption onto clay based minerals: A state-of-art review. J Environ Manage. 2017;191:35-57.
Crossref - Mariselvam R, Ranjitsingh A, Selvakumar PM, Krishnamoorthy R, Alshatwi AA. Eco friendly natural dyes from Syzygium cumini (L)(Jambolan) fruit seed endosperm and to preparation of antimicrobial fabric and their washing properties. Fibers and Polymers. 2017;18(3):460-464.
Crossref - Cai Y, David SK, Pailthorpe MT. Dyeing of jute and jute/cotton blend fabrics with 2 : 1 pre-metallised dyes. Dyes and Pigments. 2000;45(2):161-168.
Crossref - Callow H, Speakman J. The action of light on jute. Journal of the Society of Dyers and Colouristis. 1949;65(12):758-763.
Crossref - Samanta AK, Agarwal P, Singhee D, Datta S. Application of single and mixtures of red sandalwood and other natural dyes for dyeing of jute fabric: studies on colour parameters/colour fastness and compatibility. Journal of the Textile Institute. 2009;100(7):565-587.
Crossref - Teli M, Adivarekar R, Bhagat M, Manjrekar S. Response of jute of the dyes of synthetic and natural origin. Journal of the Textile Association. 2002;129:134.
- Haji A. Improved Natural Dyeing of Cotton by Plasma Treatment and Chitosan Coating. Optimization by Response Surface Methodology. Cellulose Chem Technol. 2017;51(9-10):975-982.
- Bae J, Moon H, Oh KK, et al. A novel bioreactor with an internal adsorbent for integrated fermentation and recovery of prodigiosin-like pigment produced from Serratia sp KH-95. Biotechnol Lett. 2001;23(16):1315-1319.
Crossref - Ferreira SL, Bruns RE, Ferreira HS, et al. Box-Behnken design: an alternative for the optimization of analytical methods. Analytica Chimica Acta. 2007;597(2):179-186.
Crossref - Casullo de Araujo HW, Fukushima K, Takaki GMC. Prodigiosin production by Serratia marcescens UCP 1549 using renewable resources as a low-cost substrate. Molecules. 2010;15(10):6931-6940.
Crossref - Nguyen VB, Nguyen DN, Nguyen AD, et al. Utilization of Crab Waste for Cost-Effective Bioproduction of Prodigiosin. Marine Drugs. 2020;18(11):523.
Crossref - Bouatay F, Meksi N, Adeel S, Salah F, Mhenni F. Dyeing Behavior of the Cellulosic and Jute Fibers with Cationic Dyes: Process Development and Optimization Using Statistical Analysis. Journal of Natural Fibers. 2016;13(4):423-436.
Crossref - Hoque MA, Saiduzzaman M, Faruqui AN, Islam MA. Tenacity and colorfastness properties of chemically modified jute fibres dyed with Reactive Orange 14 and Basic Violet 14. Research Journal of Textile and Apparel. 2016;20(2):102-111.
Crossref - Samanta A, Chakraborty S, Roy TG. Dyeing of jute with reactive dyes: Optimisation of the process variables and assessment of colourfastness characteristics. Journal of The Institution of Engineers (India): Series E. 2012;93(1):15-24.
Crossref - Hassan MM, Saifullah K. Sustainable dyeing and functionalization of jute fabric with a Chinese sumac gall-derived gallotannin using eco-friendly mordanting agents. Cellulose. 2021;28(8):5055-5070.
Crossref - Dey AK, Dey A. Selection of optimal processing condition during removal of Reactive Red 195 by NaOH treated jute fibre using adsorption. Groundwater for Sustainable Development. 2021;12:100522.
Crossref - İsmal OE. Greener natural dyeing pathway using a by-product of olive oil; prina and biomordants. Fibers and Polymers. 2017;18(4):773-785.
Crossref - Kim Y, Choi J. Dyeing properties of microbial prodiginine from Zooshikella rubidus for silk fabrics. Fibers and Polymers. 2015;16(9):1981-1987.
Crossref - Ren Y, Gong J, Fu R, et al. Dyeing and antibacterial properties of cotton dyed with prodigiosins nanomicelles produced by microbial fermentation. Dyes and Pigments. 2017;138:147-153.
Crossref - Ren Y, Fu R, Fang K, et al. Clean dyeing of acrylic fabric by sustainable red bacterial pigment based on nano-suspension system. Journal of Cleaner Production. 2021;281:125295.
Crossref - Ayele M, Tesfaye T, Alemu D, Limeneh M, Sithole B. Natural dyeing of cotton fabric with extracts from mango tree: A step towards sustainable dyeing. Sustainable Chemistry and Pharmacy. 2020;17:100293.
Crossref - Alihosseini F, Ju KS, Lango J, Hammock BD, Sun G. Antibacterial colorants: Characterization of prodiginines and their applications on textile materials. Biotechnology Progress. 2008;24(3):742-747.
Crossref - Gulani C, Bhattacharya S, Das A. Assessment of process parameters influencing the enhanced production of prodigiosin from Serratia marcescens and evaluation of its antimicrobial, antioxidant and dyeing potentials. Malays J Microbiol. 2012;8(2):116-122.
Crossref - Venil CK, Zakaria ZA, Ahmad WA. Bacterial pigments and their applications. Process Biochemistry. 2013;48(7):1065-1079.
Crossref - Ren Y, Gong J, Fu R, et al. Dyeing and functional properties of polyester fabric dyed with prodigiosins nanomicelles produced by microbial fermentation. Journal of Cleaner Production. 2017;148:375-385.
Crossref
© The Author(s) 2022. Open Access. This article is distributed under the terms of the Creative Commons Attribution 4.0 International License which permits unrestricted use, sharing, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.